
| Оборудование по резине |
 |
Производственные линии |
Общие понятия и определения
Резанием называется технологический процесс, в котором разрушаются связи между частицами обрабатываемого объекта по заданной поверхности. В современной механической технологии древесины процесс резания осуществляется при воздействии на объект твердого клиновидного тела - резца.
В большинстве случаев при резании с обрабатываемого объекта срезаются стружки. Стружка - это часть материала, отделяемая от обрабатываемого объекта за один проход резца. Стружка может быть отходом, когда ее качество и размеры не имеют самостоятельного значения, и продуктом, когда она предназначена для специальных целей и ее качество и размеры должны соответствовать строго определенным требованиям.
В процессе резания для обеспечения непрерывного последовательного снятия стружек должно обязательно совершаться два движения: движение резания (абсолютное движение резца или обрабатываемого объекта, необходимое и достаточное для срезания одной стружки) и движение подачи (абсолютное движение резца или обрабатываемого объекта, благодаря которому осуществляется последовательное срезание новых стружек). Каждое из этих движений характеризуется траекторией и скоростью перемещения точки п по траектории.
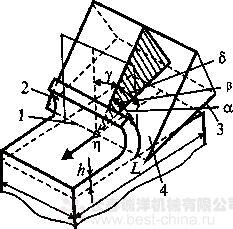
Элементарный резец (рис. 3) - это геометрический клин с плоскими гранями; следовательно, его угловые параметры постоянны по всей длине лезвия. Поверхность резца, по которой при резании сходит стружка, называется передней гранью. Поверхность резца, обращенная к формируемой на объекте поверхности резания, называется задней гранью.
При резании различают следующие углы: угол резания δ, образуемый поверхностью резания и передней гранью резца; угол заточки β - между передней и задней гранями резца; передний угол γ - между передней гранью резца и плоскостью, проходящей через лезвие и нормальной к поверхности резания; задний угол α - между поверхностью резания и задней гранью резца. Соотношения между угловыми параметрами выражаются формулами:
Ребро, образующееся при пересечении передней и задней граней резца, называется лезвием. У абсолютно острого (идеального) резца лезвие представляет собой линию пересечения передней и задней граней резца. У реального резца, проработавшего непродолжительное время, переход от передней грани к задней происходит по некоторой кривой поверхности с радиусом кривизны ρ. Радиус ρ служит показателем степени затупления резца, поэтому его называют радиусом затупления.
По положению плоскости, в которой движется резец (плоскости резания), и направлению движения лезвий в этой плоскости относительно волокон древесины различают три главных вида резания (рис. 4): резание древесины в торец, когда плоскость и направление резания перпендикулярны волокнам древесины (а); резание древесины вдоль волокон, когда и плоскость резания и направление резания параллельны волокнам древесины (б); резание древесины поперек волокон, когда плоскость резания параллельна им, а направление резания- перпендикулярно (в). Возможно также резание древесины торцово-поперечное (г), торцово-продольное (д), продольно-поперечное (е) и др.
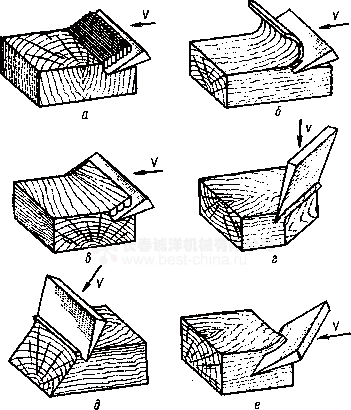
Известно, что показатели механических свойств древесины (предел прочности при различных видах деформирования, предел упругости, модуль упругости и др.) различны при разных направлениях действия силы по отношению к направлению волокон. Поэтому усилие, с которым резец должен воздействовать на древесину для осуществления процесса резания, будет неодинаковым для главных видов резания так же, как из-за волокнистой структуры древесины различным будет вид получаемых стружек.
В процессе резания резец внедряется в древесину, вследствие чего возникает сила их взаимодействия. Одновременно имеет место как сила, действующая со стороны резца на древесину, так и сила, действующая со стороны древесины на резец. Давление со стороны резца распределено по всей поверхности контакта резца с древесиной, т. е. является распределенной нагрузкой, изображаемой в виде эпюры (рис. 5). Эту распределенную нагрузку можно заменить сосредоточенной силой воздействия и изобразить ее вектором S (или S').
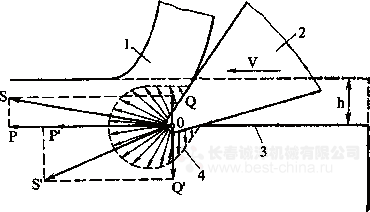
Величину и направление вектора S принято определять по его составляющим - проекциям на два перпендикулярных одно другому направления: по касательной к траектории резания, если траектория резания прямая (параллельно ей); по нормали к траектории резания (перпендикулярно ей).
Составляющая суммарной силы воздействия резца на древесину, направленная по касательной к траектории резания, называется касательной силой или силой резания и обозначается Р. Касательная сила всегда имеет одно направление - от резца в сторону вектора скорости резания v. Составляющая суммарной силы воздействия резца на древесину, направленная по нормали к траектории резания, называется нормальной силой и обозначается Q.
Нормальная сила проявляется как сила затягивания Q при срезании толстой стружки острым резцом, имеющим малый угол резания, и как сила отжима Q - при срезании тонкой стружки тупым резцом, имеющим большой угол резания. Очевидно, что сила резания (как и нормальная сила Q) зависит от толщины срезаемой стружки h.
В тесной взаимосвязи с усилиями, действующими со стороны резца при резании, находятся форма стружек и качество обработки. Качественные и силовые характеристики резания (усилия, действующие на инструмент, и расходуемая мощность) зависят от свойств и состояния обрабатываемой древесины, геометрических параметров режущих инструментов, а также от условий взаимодействия инструментов с древесиной (т. е. от их взаимного расположения и режима обработки, задаваемого кинематикой процесса).
 |
Оборудование производства ДСП |